螺旋输送机的数值模拟方法具有成本低、效率高等特点,便于分析物料颗粒的运动特征。近年来,Shimizu等[1]最早通过离散元方法模拟水平和垂直螺旋输送机,对不同模型下的力矩、功耗进行了分析。Owen等[2]采用离散元方法预测了螺旋输送机的性能,讨论操作参数对性能的影响。Cleary[3]对物料颗粒的形状进行研究,分析不同物料颗粒对质量流量、颗粒流态及能量消耗等的影响。孟文俊等[4]对周期边界条件和全尺寸模型2种计算模型对垂直螺旋输送机中颗粒流动进行模拟分析。Hou等[5]对团聚颗粒的影响因素进行分析,得出影响颗粒团聚与外界条件的内在关系。张东海[6]研究了变螺距变直径的螺旋输送机,并分析了变直径变螺距输送机的设计及性能。根据文献研究发现,螺旋轴直径的尺寸对螺旋输送机的影响鲜有研究,而合理的螺旋轴尺寸对输送机的输送量和能量消耗等性能指标具有重要的作用。故此采用离散元方法,对不同规格的螺旋轴直径的螺旋输送机进行模拟仿真。在不同的螺旋转速下,比较输送性能指标的变化,探讨螺旋轴直径对输送机性能的影响。并采用周期性边界方法对有限的样机模型进行分析,有效减少仿真时间,提高仿真效率。
1 离散元方法
1.1 控制方程及其求解
颗粒流中一个颗粒的运动是由移动和转动2种运动[7-9]合成的结果。颗粒运动中不考虑扰动波传播对颗粒的影响,可用牛顿第二定律描述单个颗粒的运动。对于单个颗粒,记作i,其控制方程[10]为式(1)和式(2),颗粒之间的相互作用力为式(3)和式(4),颗粒之间的相互作用力矩为式(5)和式(6)。
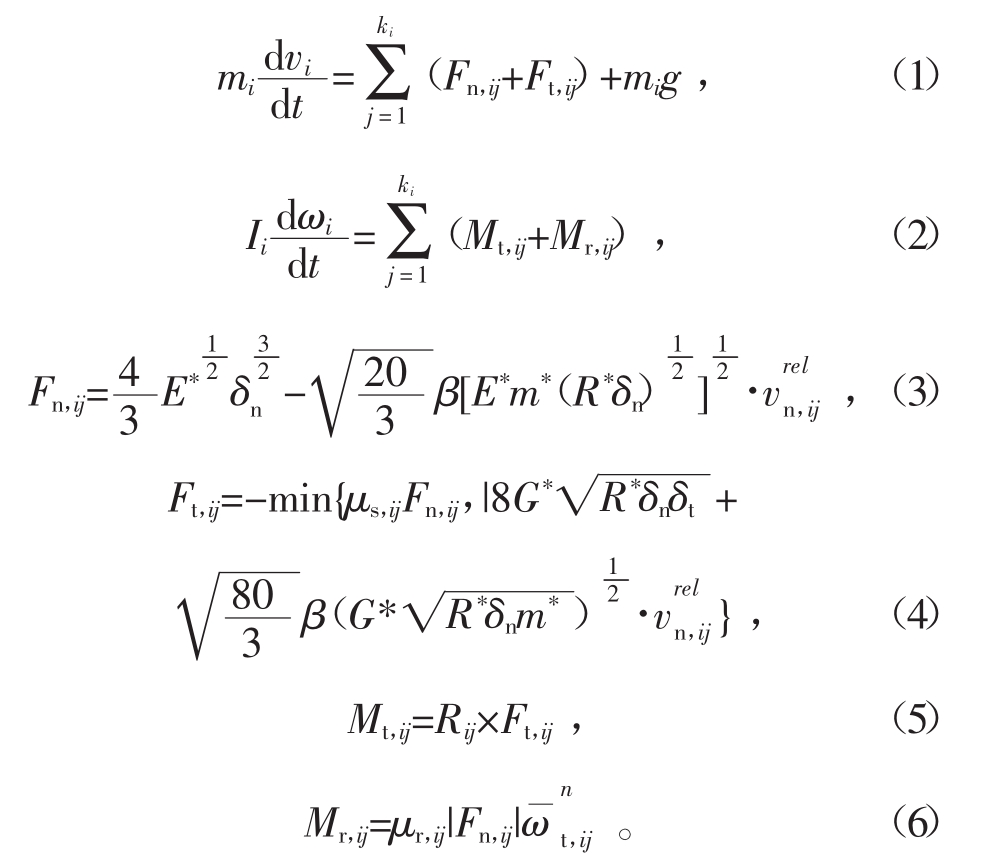
式中,i,j下标指颗粒 i、颗粒 j;vi为颗粒 i的移动速度,m/s;ωi为颗粒 i的角速度,rad/s;Fn,ij为颗粒 i、j之间的法向接触力,N,Ft,ij为颗粒 i、j之间的切向接触力,N,Mt,ij为切向力 Ft,ij产生的力矩,Nmm,Mr,ij为颗粒i、j之间的滚动摩擦力矩,N·mm。
1.2 离散元求解方法
通过计算颗粒之间的相互作用力,对动力学微分方程进行一次积分得到速度关系微分方程,对速度关系微分方程再次求积分,得到颗粒的位置信息。因此,离散元方法是利用经典牛顿第二定律求解各个颗粒在各个运动瞬间的速度、角速度、位移等运动信息。计算模型采用简化的接触模型,即Hertz-Mindlin Nonslip接触模型,这种模型能够较好地反映真实的颗粒运动状态。
2 模型及试验
2.1 验证模型
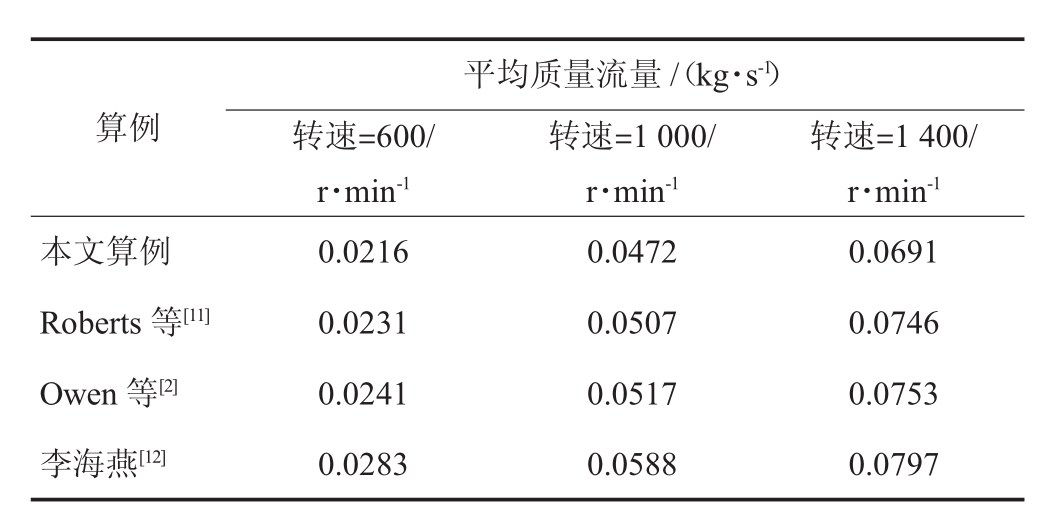
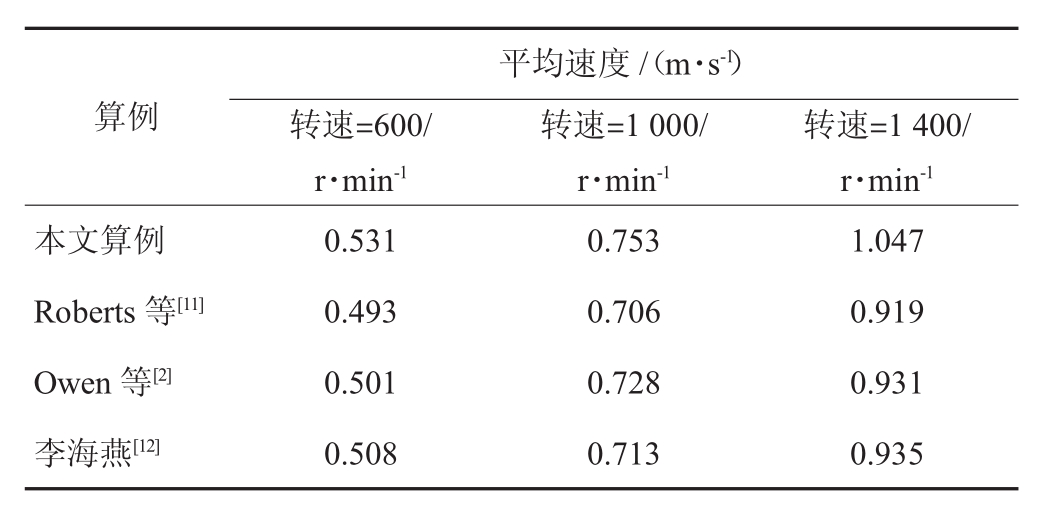
为了验证建立模型的正确性,通过选取与文献相同的参数和模型,选取螺旋转速为1 000 r/min,填充系数为30%,时间步长取20%瑞利时步,进行模拟分析,得出颗粒的平均输送速度和平均输送流量,表1为不同转速下平均质量流量的对比分析,表2为不同转速下颗粒平均速度的对比分析。通过分析可知,质量流量和颗粒平均速度相对于Roberts的实验数据的平均误差分别为6.93%和9.43%,误差存在的原因主要是,由于选取物料颗粒的大小和形状不同(文献中采用实际颗粒形状,本试验采用球型颗粒)。虽然存在一定的计算偏差,但这个精度足以达到工程应用的要求,验证了模型建立和参数选取的可行性。
表1 不同转速下平均质量流量的对比分析
Tab.1 Analysis of the mass flow rate under different velocity
转速=1 400/r·min-1本文算例 0.0216 0.0472 0.0691 Roberts等[11] 0.0231 0.0507 0.0746 Owen等[2] 0.0241 0.0517 0.0753李海燕[12] 0.0283 0.0588 0.0797算例平均质量流量/(kg·s-1)转速=600/r·min-1转速=1 000/r·min-1
表2 不同转速下颗粒平均速度的对比分析
Tab.2 Analysisoftheaveragevelocityunderdifferentvelocity
转速=1 400/r·min-1本文算例 0.531 0.753 1.047 Roberts等[11] 0.493 0.706 0.919 Owen等[2] 0.501 0.728 0.931李海燕[12] 0.508 0.713 0.935算例平均速度/(m·s-1)转速=600/r·min-1转速=1 000/r·min-1
2.2 试验设计
选取3种螺旋转速600、900、1 200 r/min转速,螺旋面对应的投影宽度与螺旋轴直径如表3所示,螺旋面投影宽度是指螺旋面横截面的投影弯度。因此,根据排列组合知识,共需进行试验15次。为了表示的方便,A、B 和 C 分别表示转速 600、900、1 200 r/min。例如模型号1与A组成的试验记为A1;同理,A2、A3。对于B、C采用同种记法。
表3 不同模型下的螺旋面投影宽度与螺旋轴直径
Tab.3 Projection width of spiral surface and screw shaft diameter in different models
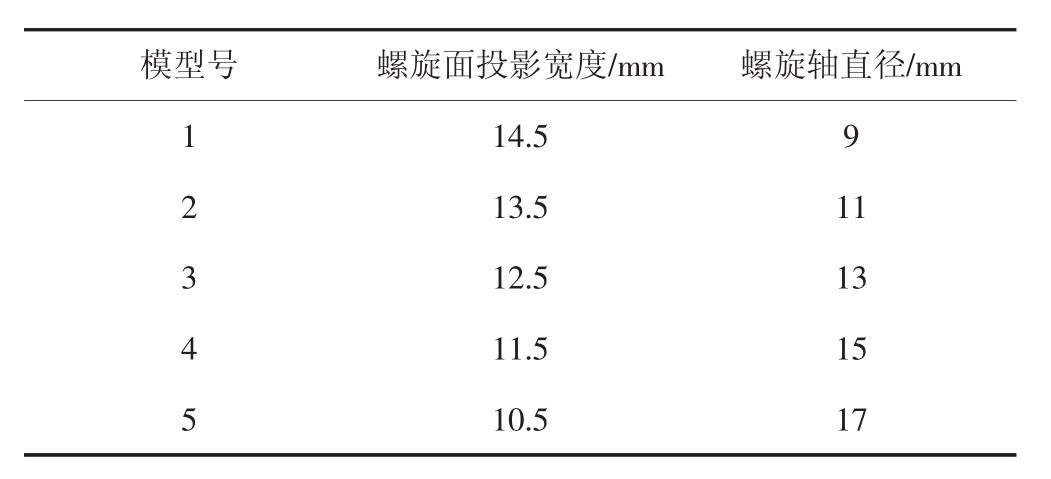
模型号 螺旋面投影宽度/mm 螺旋轴直径/mm 1 14.5 9 2 13.5 11 3 12.5 13 4 11.5 15 5 10.5 17
2.3 模型参数的描述
考虑到减少计算时间,需要利用合适的样机模型和简便的处理方法。为了便于参数数据与参考文献进行对照,采用底部供料的螺旋输送机,其模型参数:螺旋叶片外径为38 mm,机筒的外径为40 mm,叶片与筒壁间隙为0.5 mm,机筒壁厚为0.5 mm,螺旋轴直径按照试验组数据获取,螺距为38 mm,螺旋叶片厚为1 mm,螺旋长度为114 mm,螺旋头数为1。为了在有限的结构空间模拟实际中大型样机的效果,将螺旋筒壁的上、下端部开口,并设为周期性边界,即物料到达上部颗粒后,通过底部以相同的速度再次进入输送机,以接近实际的输送工况。
通过三维软件Autodesk Inventor 2015建立三维模型,并以通用的CAD文件格式将其导入EDEM软件中,需要注意的是,Autodesk Inventor 2015可以满足参数建模的需求,因此对试验组中不同的螺旋体通过其参数化建模,可以很方便地得到相应尺寸下的虚拟样机模型。图1、2分别为螺旋输送机的示意图和三维模型图。
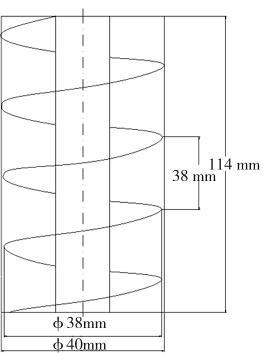
图1 螺旋输送机示意图
Fig.1 Diagram of screw conveyor
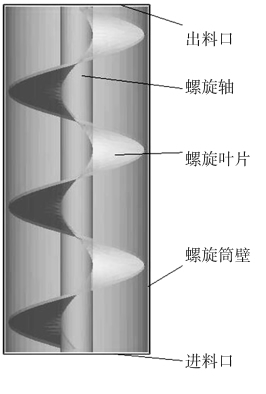
图2 螺旋输送机三维模型
Fig.2 Three dimensional model of screw conveyor
3 结果的求解及分析
3.1 EDEM软件求解
当导入三维模型至离散元[13]软件EDEM后,需要设置模拟的边界条件:对输送机的螺旋轴、螺旋叶片和筒壁设为几何体类型,对颗粒盘设为虚拟壁面条件。入口的颗粒粒径分布为正态分布,颗粒平均半径是1 mm,标准差是0.05,颗粒产生的位置是在颗粒盘上随机的,颗粒产生的速率是每秒5 000个,螺旋叶片的转速按照试验设计的工况进行。由于EDEM求解效率与仿真区域的大小直接相关,因此为了使网格单元数小于105个,通过不断尝试,在保证单元大小是2倍的颗粒平均半径基础上,最终确定对输送机划分为22 000个网格单元,以保证求解的可行性和准确性。时间步长为20%时间步长,最大尝试放置颗粒的次数为20,颗粒盘设置在进料口对应的横截面,大小26.4 mm×26.4 mm。
3.2 结果分析
3.2.1 运动分析
由于试验组分组数较多,选取具有代表性的2种操作参数进行分析,即相同转速下不同的螺旋轴尺寸和相同的螺旋轴尺寸下不同的螺旋转速。分别选取试验组A1—A5和试验组A3、B3、C3进行分析。图3为不同螺旋轴直径对应的输送颗粒分布。
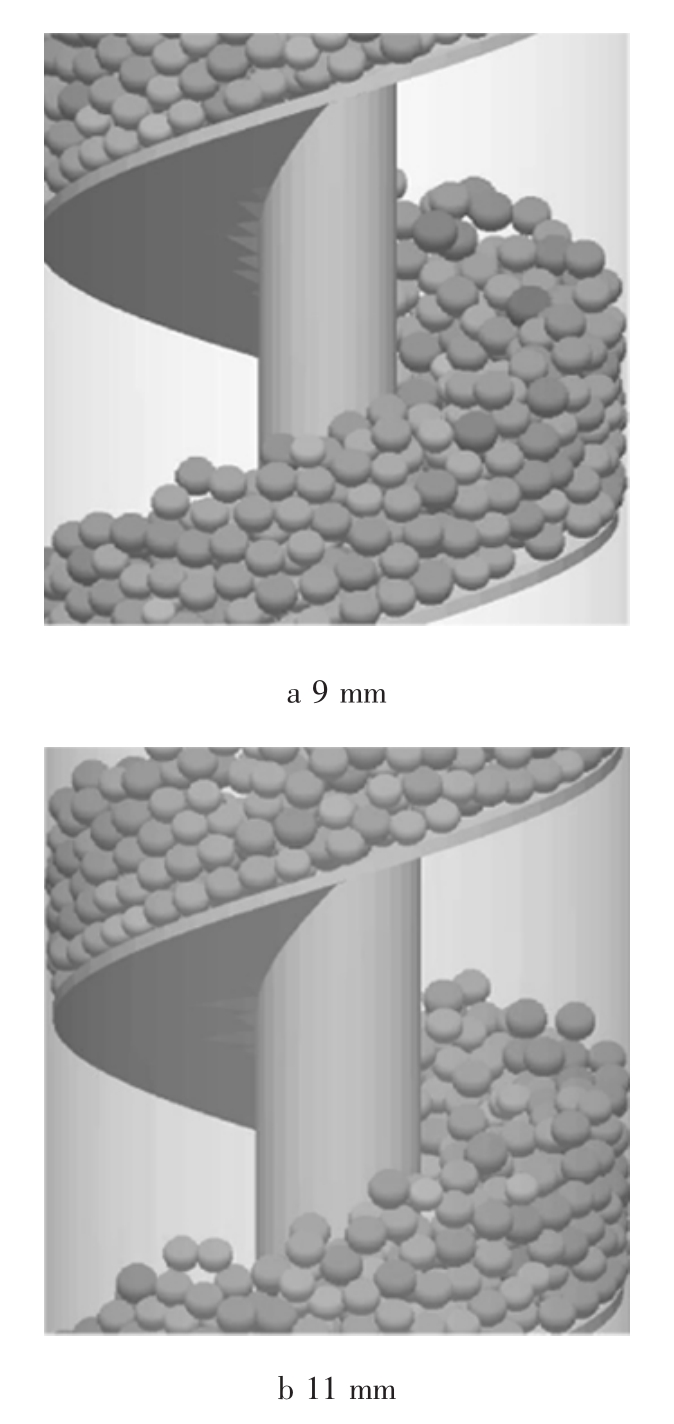
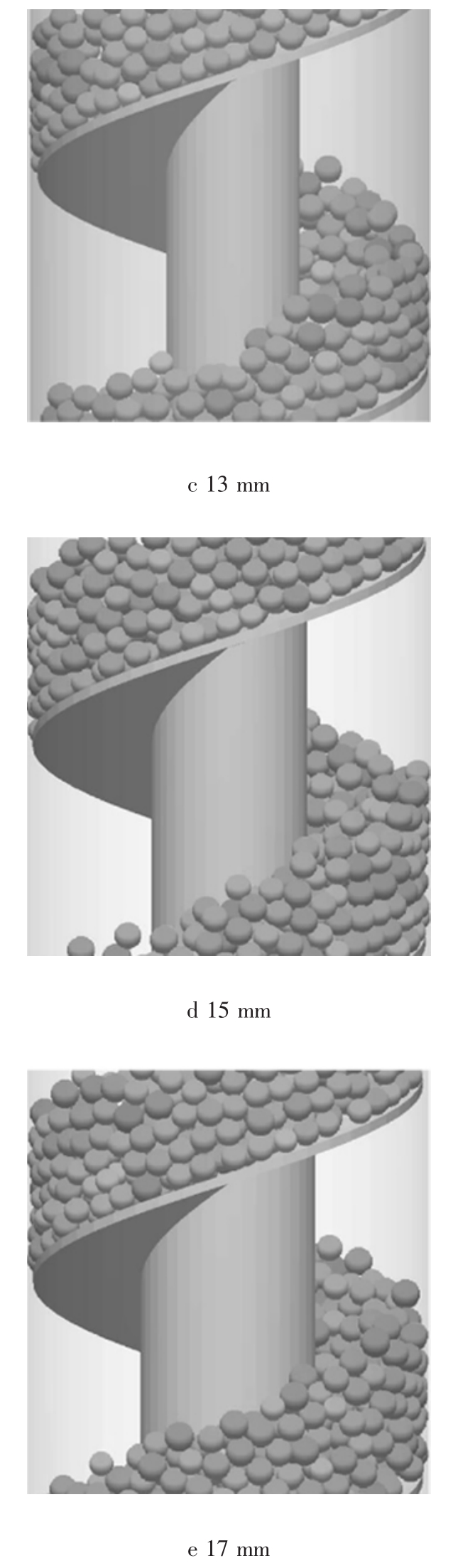
图3 不同螺旋轴直径对应的输送颗粒分布
Fig.3 Particles of conveying of different screw shaft sizes
在螺旋转速为600 r/min,进口速度3 m/s下不同螺旋轴尺寸对应的输送机颗粒运动[14]仿真情况。颗粒按颗粒的平均尺寸大小进行着色,小颗粒对应浅灰色,大颗粒对应深灰色,中间颗粒尺寸对应灰色。由图3a—e可知,随着螺旋轴尺寸的增加,颗粒的平均质量流量变化不大,说明颗粒在单位体积上的颗粒数增加,这可以从图3d、e中看出,颗粒的堆积层深度明显增加。从颗粒分布的均匀性角度分析,图3c颗粒的分析比较均匀,有大颗粒分布在圆周的外层,小颗粒分布内层,中间颗粒分布在两者之间的空间内。
图4为不同螺旋转速对应的输送颗粒分布。在螺旋轴直径为13 mm下,不同螺旋转速对应的螺旋输送机的运动颗粒仿真情况。
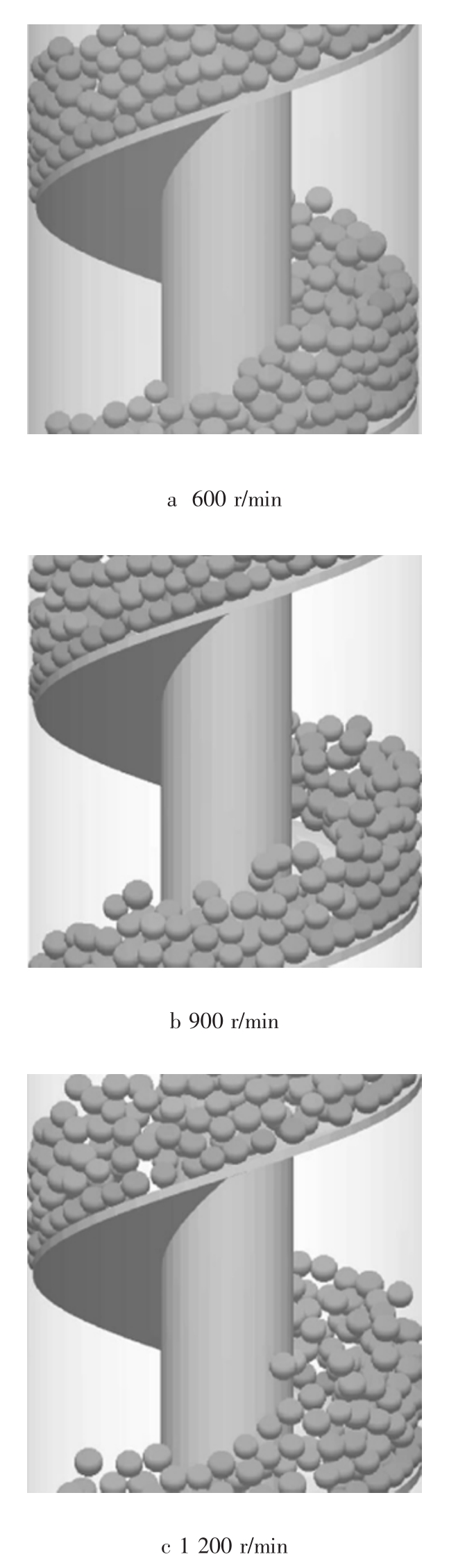
图4 不同螺旋转速对应的输送颗粒分布
Fig.4 Particles of conveying of different rotational velocities
颗粒按照其速度的大小进行着色,速度较大的颗粒对应深灰色,速度较小的颗粒对应浅灰色,中间速度的颗粒对应灰色。由图4a、b、c可知,随着螺旋转速的增加,颗粒的运动稳定性发生了变化。从螺旋转速600 r/min增大至900 r/min,发现颗粒运动更加稳定,速度分布相对均匀,只有个别颗粒的运动远离流化层;当螺旋转速继续增大至1 200 r/min时,发现颗粒的运动稳定性明显降低,有明显一部分颗粒在靠近螺旋筒壁附近运动,颗粒与螺旋体之间的相对运动明显加剧,导致相对螺旋体颗粒运动不规律,且速度稳定性被打破。
3.2.2 性能指标分析
通过对仿真结果进行分析,得出反映输送机性能的指标:颗粒平均输送速度、能量消耗、平均质量流量和法向接触力的大小,揭示螺旋轴的直径对输送机性能的影响,表4为各试验组对应的性能指标。
表4 各试验组对应的性能指标
Tab.4 Values of performance indexes in the different experiment group
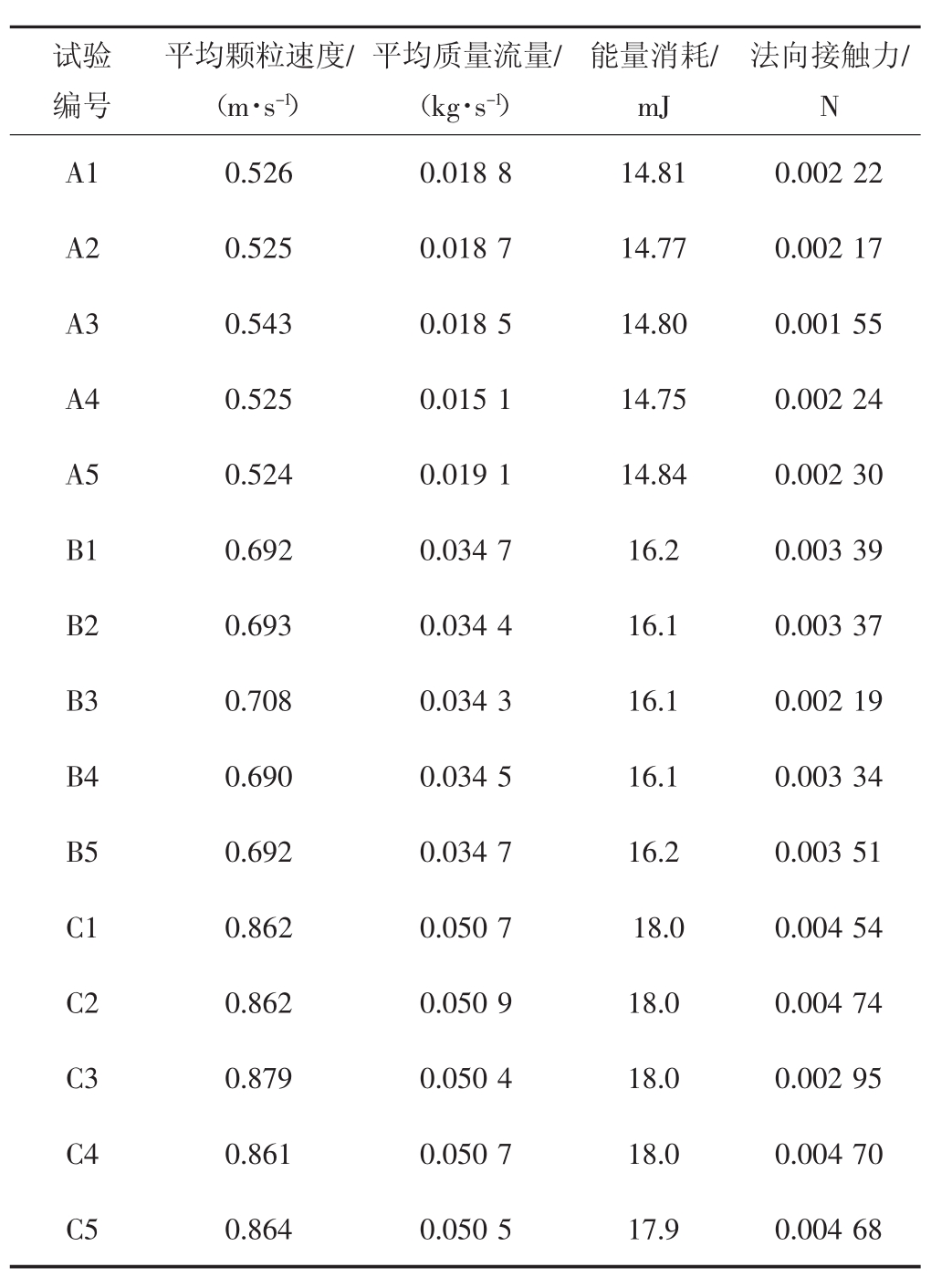
试验编号法向接触力/N A1 0.526 0.018 8 14.81 0.002 22 A2 0.525 0.018 7 14.77 0.002 17 A3 0.543 0.018 5 14.80 0.001 55 A4 0.525 0.015 1 14.75 0.002 24 A5 0.524 0.019 1 14.84 0.002 30 B1 0.692 0.034 7 16.2 0.003 39 B2 0.693 0.034 4 16.1 0.003 37 B3 0.708 0.034 3 16.1 0.002 19 B4 0.690 0.034 5 16.1 0.003 34 B5 0.692 0.034 7 16.2 0.003 51 C1 0.862 0.050 7 18.0 0.004 54 C2 0.862 0.050 9 18.0 0.004 74 C3 0.879 0.050 4 18.0 0.002 95 C4 0.861 0.050 7 18.0 0.004 70 C5 0.864 0.050 5 17.9 0.004 68平均颗粒速度/(m·s-1)平均质量流量/(kg·s-1)能量消耗/mJ
颗粒的平均输送速度采用稳态后的时间段内平均速度;能量消耗采用稳态后时间段内的平均能量消耗;平均质量流量采用软件后处理工具中质量流量传感器获取。选取圆筒型,半径为20 mm,50条边,选取稳定输送区段,即距离低端进料口上方30 mm处为观测圆筒形底面,圆筒的高度是40 mm。通过试验,发现质量流量传感器的放置是合理的。对于法向接触力[15],只考虑颗粒之间的平均接触力。
图5为不同螺旋轴直径下颗粒平均速度和质量流量,图6为不同螺旋轴直径下的能量消耗和法向接触力。在螺旋转速为600 r/min,进口速度为3 m/s时,对应性能指标在不同螺旋轴直径下的变化趋势。相同转速下,试验组A3的颗粒平均速度最大,试验组A1、A5对应的平均质量流量较大;对于能量消耗,各试验组的差别较小;对于法向接触力,试验A3最小,说明颗粒的分布比较均匀,相互之间的平均作用力较小,即形成了一定程度地流化床。
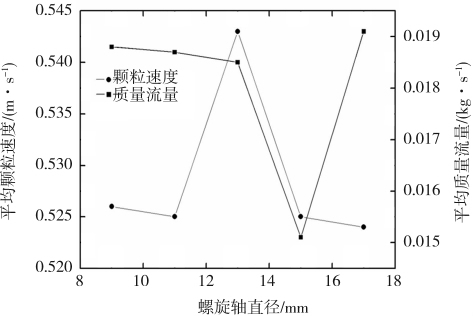
图5 不同螺旋轴直径下的颗粒平均速度和质量流量
Fig.5 Average particle velocity and Average mass flow rate in different diameters of screw shaft
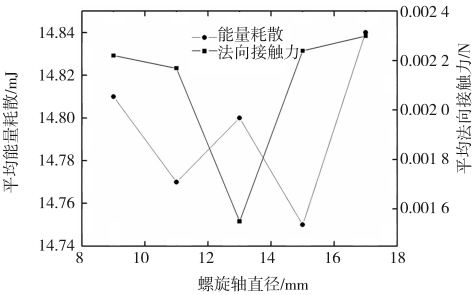
图6 不同螺旋轴直径下的能量消耗和法向接触力
Fig.6 Average energy dissipation and average normal force in different diameters of screw shaft
综上分析,试验组A3、B3、C3对应的颗粒平均速度较大,能量消耗适中,且颗粒之间的法向作用力最小。同时,从试验组A3、B3、C3对应的数据可知,随着螺旋转速的增加,颗粒的平均速度增大,平均质量流量增大,对应的能量消耗增大,颗粒之间的法向接触力增大,颗粒之间运动的稳定性较低。因此,在保证一定的输送量的同时,螺旋转速的取值不宜过大,这对于颗粒整体输送的稳定性和能量利用率都能够得到显著提高。
4 结论
采用颗粒物质力学方法,借助离散元分析软件,分析螺旋轴直径对螺旋输送机性能的影响,得出如下结论:
1)分析了离散元求解方法,对样机模型进行了验证,得出的性能参数数据与文献中实验数据吻合性较好。
2)随着螺旋转速的增加,相同螺旋轴对应的颗粒平均速度增大、能量消耗增加、法向接触力增加,颗粒输送的稳定性降低;在相同的螺旋转速下,随着螺旋轴直径的增加,颗粒在单位体积上的颗粒数增加,流化层深度增加。
3)在保证输送量的同时,实验选出适合的螺旋转速为900 r/min,螺旋轴直径为13 mm为较好的一组参数。
参考文献(References):
[1]SHIMIZU Y,CUNDALL P A,Three-dimensional DEM simulation of bulk handling screw conveyors[J].Journal of Engineering Mechanics,2001,127(9):864-672.
[2]OWEN P J,CLEARY P W,Prediction of screw conveyor performance using the Discrete Element Method(DEM)[J].Powder Technology,2009,193(3):274-288.
[3]CLEARY P W.DEM modeling of particulate flow in a screw feeder[J].Progress in Computational Fluid Dynamics,2007,7:128-138.
[4]孟文俊,王晓竑,垂直螺旋输送机内物料的运动密度研究 [J].硫磷设计与粉体工程,2009(3):24-27.
[5]HOU Q F,DONG K J,YU A B.DEM study of the cohesive particles in a screw feeder[J].Powder Technology,2014,256:529-539.
[6]张东海.螺旋输送机的优化研究[D].大连:大连理工大学,2006.
[7]芦新春,孔慧敏.基于iSIGHT的螺旋输送机6σ质量优化设计[J].中国农机化学报,2015,36(1),67-70.
[8]魏群.垂直螺旋输送过程中物料动力学分析 [J].能源技术与管理,2016,41(1):14-16.
[9]史嵩,张东兴,杨丽,等.基于EDEM软件的气压组合孔式排种器充种性能模拟与验证[J].农业工程学报,2015,31(3),62-69.
[10]CHEN H,LIU Y L,ZHAO X.Q.,et al.Numerical investigation on angle of repose and force network from granular pile in variable gravitational environments[J].Power Technology,2015,283:607-617.
[11]ROBERTS A W,WILLIS A H.Performance of grain augers[J].Proceedings of the institution of Mechanical Engineers,1962,176(8):165-194.
[12]李海燕.基于EDEM的垂直螺旋输送机性能参数仿真研究[D].太原:太原科技大学,2011.
[13]胡国明.颗粒系统的离散元素法分析仿真[M].武汉:武汉理工大学出版社,2010:110-135.
[14]赵占一,孟文俊,孙晓霞,等.垂直螺旋输送机中颗粒速度的分布[J].过程工程学报,2015,15(6):909-915.
[15]陈庆为,黄国庆.螺旋取料装置内螺旋联接轴承结构形式分析[J].港口装卸,2014(1):21-22.